Melt Spinning, Dry spinning and Wet Spinning Method :
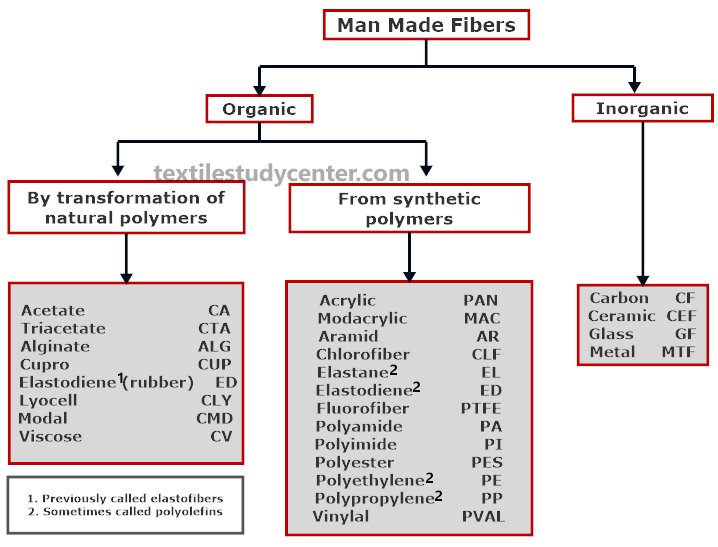
Man-made fibers are manufactured by spinning the polymer. There are three major types of spinning process. They are-
❶ Melt Spinning (It is used for polymers that can be melted easily.)
❷ Dry Spinning (It involves dissolving the polymer into a solution that can be evaporated.)
❸ Wet Spinning (It is used when the solvent can’t be evaporated and must be removed by chemical means.)
Melt Spinning:
Melt spinning uses heat to melt the polymer to a viscosity suitable for extrusion. This type of spinning is used for polymers that are not decomposed or degraded by the temperatures necessary for extrusion. This method is used by 70% of the fibers.

Spinning process:
❶ In melt spinning, polymer is heated and it melts to form a liquid spinning solution or dope.
❷ Chips of polymers are fed to a hopper which is heated. There is a grid (sieve) at the base which permits only molten liquid to pass through.
❸ Then the solution is purified by filter.
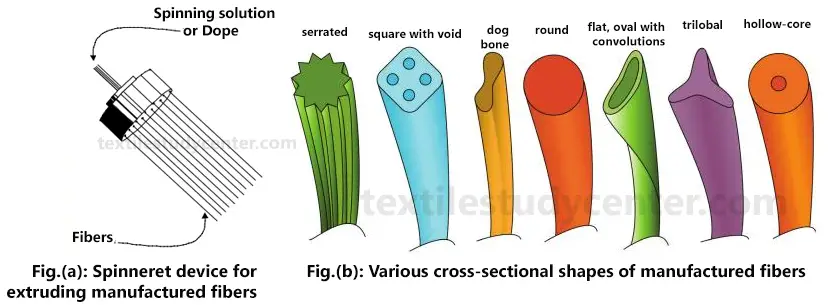
❹ The molten polymer is extruded at high pressure and constant rate through a spinneret into a relatively cooler air stream that solidifies the filaments.
❺ Finally the filament yarn either is immediately wound onto bobbins or is further treated for certain desired characteristics or end use.
Example: Melt spinning is used for the production of polyester, nylon, olefin, saran and glass fibers.
Advantages:
►High speed (275 to 1500 yds/min); (4000 yds/min spin draw)
►No solvents
►No purification problems
Disadvantages:
►Separate drawing step (unless spin draw)
Dry spinning:
Dry spinning is used for polymers that need to be dissolved in a solvent. Solvent spinning (dry spinning and wet spinning) are used by 30% of the fibers.

Spinning process:
❶ In dry spinning, a volatile solvent is used to dissolve the raw materials and form a salutation.
❷ Then the solution is purified by filter.
❸ The solution is extruded through a spinneret into a warm air chamber where the solvent evaporates, solidifying the fine filaments.
❹ Finally the filament yarn either is immediately wound onto bobbins or is further treated for certain desired characteristics or end use.
Example: Dry spinning is used in the production of acetate, triacetate, and some acrylic, modacrylic, spandex, and vinyon (PVC,PVA) fibers.
Advantages:
►Yarn does not require purification
Disadvantages:
►Flammable solvent hazards
►Solvent recovery
►Slow (200-400 yds/min)
Wet Spinning:
This is the oldest, most complex and also the most expensive method of man-made yarn manufacture. This type of spinning is applied to polymers which do not melt and dissolve only in non-volatile or thermal unstable solvents.
Vedio: Wet spinning

Spinning process:
❶ In wet spinning, a non-volatile solvent is used to convert the raw material into a solution.
❷ The solvent is extruded through the spinneret either by simply washing it out or by a chemical reaction between the polymer solution and a reagent in the spinning bath.
❸ After extrusion, the solvent is removed in a liquid coagulation medium.
❹ Finally the filament yarn either is immediately wound onto bobbins or is further treated for certain desired characteristics or end use.
Example: Wet spinning is used in the production of aramid, Lyocell, PVC, Vinyon (PVA), viscose rayon, spandex, acrylic and modacrylic fibers.
Advantages:
►Large tows can be handled
Disadvantages:
►Slow (70-150 yds/min)
►Washing to remove impurities
►Solvent and chemical recovery
General process diagram of melt, dry and wet spinning process

Difference between Melt spinning, Dry spinning & Wet spinning

Melt Spinning , Dry spinning and Wet Spinning Method